
 > 行业资讯
> 行业资讯

挤压过程挤压力变化,正反挤压过程的挤压变化有什么不同?
发布者:永裕金属 发布时间:2022-3-14 9:14:02
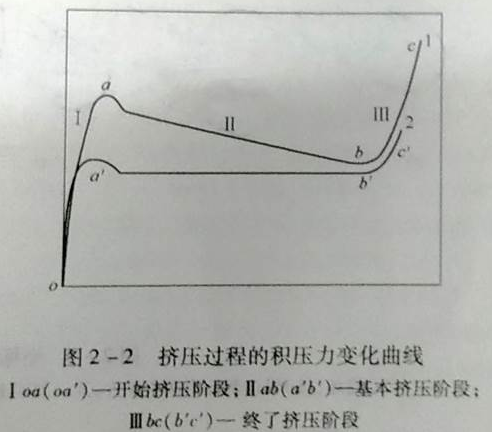
铝合金金属按流动特征和挤压力的变化规律大致分为以下三个过程:
1.开始挤压阶段(填充挤压阶段)
2.基本挤压阶段(平流挤压阶段)
3.终了挤压阶段(紊流挤压阶段)
在此阶段,金属承受挤压杆的作用力。坯锭在长度上受压缩时,首先将锭坯和挤压筒、锭坯与模孔之间的间隙填满,也有少量金属流出孔模。
1.正挤压过程
此阶段挤压力由零开始急剧上升。
2.反挤压过程
基本挤压阶段时锭坯已经全部充满间隙,并且稳定流出孔模。
1.正挤压过程
随着锭坯长度的缩短,锭坯与内筒的接触面积直线下降,表面的摩擦力降低,因此挤压力也呈直线下降。
2.反挤压过程
此阶段,筒内金属产生剧烈的径向流动,外层金属进入内层或中心的同时,两个难变形区的金属也开始向模孔流动。
1.正挤压过程
由于挤压垫、挤压筒对金属的冷却作用,金属的温度降低,变形抗力增大,强烈的摩擦作用使挤压力迅速上升。
2.反挤压过程
难变形区,又叫做死区,通常分两个:前段难变形区、后端难变形区。(如上图展示)
前段难变形区:位于挤压筒与模具交接的环形部位。
后端难变形区:位于塑性变形区压缩锥后锭坯未变形部分。
1.开始挤压阶段(填充挤压阶段)
2.基本挤压阶段(平流挤压阶段)
3.终了挤压阶段(紊流挤压阶段)
以上3个阶段每个阶段的挤压变化曲线都是有所不同的,下面给大家详细讲解一下。
开始挤压阶段(填充挤压阶段):
在此阶段,金属承受挤压杆的作用力。坯锭在长度上受压缩时,首先将锭坯和挤压筒、锭坯与模孔之间的间隙填满,也有少量金属流出孔模。
1.正挤压过程
此阶段挤压力由零开始急剧上升。
2.反挤压过程
反挤压过程阶段因为锭坯与挤压筒无相对运动,所以挤压力比正挤压过程要低。
基本挤压阶段(平流挤压阶段):
基本挤压阶段时锭坯已经全部充满间隙,并且稳定流出孔模。
1.正挤压过程
随着锭坯长度的缩短,锭坯与内筒的接触面积直线下降,表面的摩擦力降低,因此挤压力也呈直线下降。
2.反挤压过程
锭坯与挤压筒无相对运动,无摩擦力,故金属稳定流出阶段,挤压力不变。
终了挤压阶段(紊流挤压阶段):
此阶段,筒内金属产生剧烈的径向流动,外层金属进入内层或中心的同时,两个难变形区的金属也开始向模孔流动。
1.正挤压过程
由于挤压垫、挤压筒对金属的冷却作用,金属的温度降低,变形抗力增大,强烈的摩擦作用使挤压力迅速上升。
2.反挤压过程
与正挤压过程相同,受金属冷却作用的影响,挤压力迅速上升。

难变形区,又叫做死区,通常分两个:前段难变形区、后端难变形区。(如上图展示)
前段难变形区:位于挤压筒与模具交接的环形部位。
后端难变形区:位于塑性变形区压缩锥后锭坯未变形部分。
相关新闻
- [2024.11.14]低空经济与铝型材的关联:探索新时…
- [2024.11.14]无人机铝件定制:提升性能与效率的…
- [2024.11.06]同步带传动设备
- [2024.11.06]功放配件外壳:铝合金材质的卓越之…
- [2024.11.01]铝合金外壳定制批发
- [2024.11.01]电子产品铝壳定制批量生产
- [2024.11.01]驱动铝电源盒铝型材外壳
- [2024.10.29]电宝铝外壳定制
- [2024.10.29]无人机铝外壳配件定制:专业解决方…
- [2024.10.29]研磨机铝型材合金外壳定制
- [2024.10.28]音响铝合金机壳定制
- [2024.10.28]电源器铝合金机壳定制:
- [2024.10.27]滑台重载倍速链铝型材:高效传输的…
- [2024.10.27]电源显卡散热器铝型材
- [2024.10.24]梳子型铝合金散热器
- [2024.10.24]折叠助力车铝型材配件定制生产
- [2024.10.24]铝合金U形导轨
- [2024.10.23]铝合金工业导轨型材滑轨
- [2024.10.22]铝合金支架展示架型材定制
- [2024.10.21]工业铝型材CNC加工精密铝合金






